Phone:
(701)814-6992
Physical address:
6296 Donnelly Plaza
Ratkeville, Bahamas.
Phone:
(701)814-6992
Physical address:
6296 Donnelly Plaza
Ratkeville, Bahamas.
You can identify a double groove weld by spotting mirrored weld symbols placed both above and below the reference line on the drawing. This indicates symmetrical groove preparations on each side.
These symbols specify groove types, angles, and root openings for balanced penetration. This bilateral representation guarantees full joint fusion and strength, especially in thick materials.
Understanding these details helps you achieve precise fit-up and performance. Explore further to grasp common groove types, benefits, and fabrication challenges.

A double groove weld involves welding both sides of a joint, creating symmetrical groove preparations to guarantee full penetration and strength.
You’ll recognize this weld type by the groove formed on each side, such as double V, double bevel, double J, or double U configurations.
The “double” term means you prepare and weld both joint sides, unlike single groove welds that apply to only one side.
This bilateral welding enhances joint integrity, especially for thicker materials, by balancing stresses and ensuring uniform fusion.
When you inspect or prepare a double groove weld, you focus on symmetrical groove angles and root openings on both sides to optimize fit-up, penetration, and minimize distortion.
It’s a preferred method where strength and full joint penetration are critical.
Double groove welds are often used with double V and double bevel configurations to balance heat input and reduce residual stress in very thick sections.
You’ll spot double groove welds by looking for weld symbols placed on both sides of the reference line. This indicates that there’s bilateral groove preparation going on. It’s pretty straightforward once you get the hang of it!
Make sure to pay close attention to the dimension placements, too. They often show up on each side to specify angles and root openings. Recognizing these indicators will help you interpret the weld requirements on your drawings accurately. So, keep an eye out!
Consistently applying AWS or ISO standards ensures you correctly understand these dual-side symbols and avoid costly fabrication errors.
Recognizing double groove welds on drawings hinges on spotting weld symbols placed on both sides of the reference line.
You’ll see groove symbols mirrored across this line, indicating welds on each side of the joint.
These symbols specify groove types, angles, root openings, and dimensions.
For example, a double V-groove shows bevel symbols on both sides, while a double bevel weld has bevel indications on opposing sides of one component.
The reference line acts as the baseline, with weld symbols positioned above and below to denote bilateral groove preparation.
By carefully reading these placements and associated details, you accurately identify double groove welds.
This helps distinguish them from single groove welds that only show symbols on one side of the reference line.
Proper interpretation of these symbols is essential to ensure full fusion and penetration for joint integrity.
Spot bilateral groove indicators by examining weld symbols placed on both sides of the reference line.
When you see groove symbols mirrored above and below this line, you’re looking at a double groove weld.
These symbols specify groove type, such as double V, double bevel, double J, or double U, with bevel angles and root openings noted accordingly.
The presence of groove details on both sides confirms weld application on both joint faces, distinguishing double groove welds from single groove types.
You’ll also notice symmetry in dimensioning, reinforcing the bilateral nature of the preparation.
By focusing on these opposing weld symbols, you accurately identify the double groove configuration shown on blueprints.
This enables precise interpretation of joint design and welding requirements without confusion.
Proper weld size specification ensures the double groove weld meets necessary strength and code compliance.
After identifying double groove weld symbols on both sides of the reference line, focus on how dimensions are placed to interpret the weld details accurately.
You’ll often see dimensions assigned on both sides of the symbol, specifying groove angles, root openings, and weld sizes corresponding to each groove face.
Pay close attention to which side of the reference line each dimension refers to, as this clarifies bevel or J-preparation angles on respective joint faces.
Also, note if root opening values appear centered or offset; centered values generally apply to both sides equally.
Correctly reading these placements guarantees you understand the weld’s full geometry, penetration requirements, and fit-up precision.
Missing or misinterpreting dimension placements can lead to welding errors, poor fusion, or structural weaknesses in thick materials requiring double groove welds.
Ensuring proper dimension interpretation is critical to achieving full joint penetration and maintaining the integrity of the weld in structural applications.
When it comes to double groove weld types, there are a few you’re likely to come across often. One of the most popular is the double V-groove. This design has bevels on both sides of each member, allowing for balanced penetration. It’s a solid choice when you need that extra assurance in your weld.
Then there’s the double bevel groove, which puts bevels on opposite sides of the same component. This setup really helps with access and fit-up, making your job a bit easier.
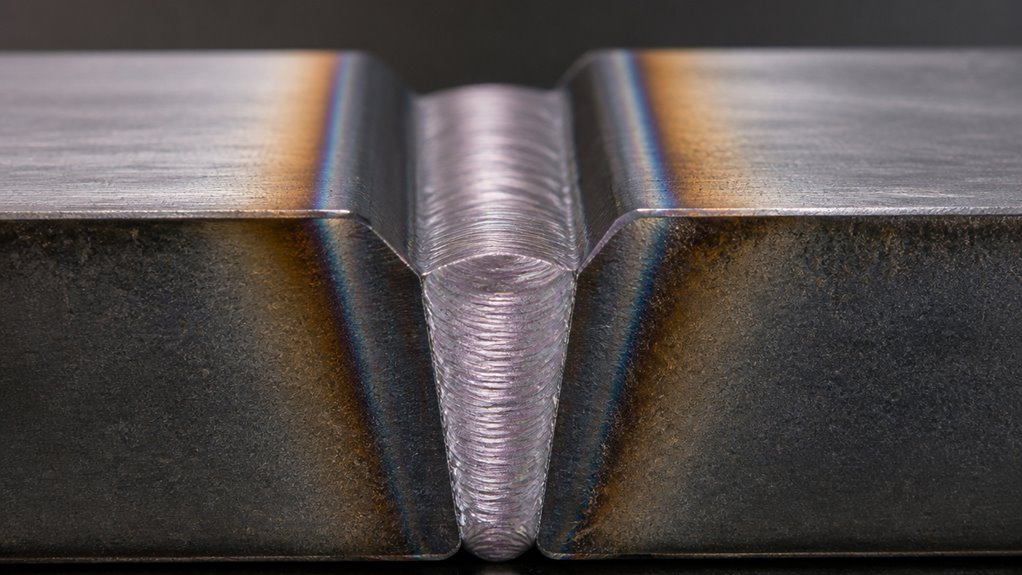
And let’s not forget about the double J and double U grooves. These are more specialized edge preparations, perfect for thicker materials and when you want to reduce filler usage. Each type has its own unique advantages, so it really depends on your specific needs! A well-formed weld bead with proper bead geometry adapts to joint type and loading to ensure strength and durability in these groove welds.
When you need a strong weld on thick materials, the double V-groove offers an efficient solution by beveling both sides of each component.
This configuration creates two opposing V-shaped grooves, allowing welding access from both sides of the joint. You’ll benefit from improved penetration and balanced heat distribution, which minimizes distortion.
The groove angle and root opening are critical for ensuring proper fusion and fit-up. You’ll typically see double V-grooves specified on drawings with groove symbols on both sides of the reference line, indicating symmetrical bevels.
This type is ideal when joint access is available on both sides and when you aim to reduce filler metal compared to single-groove welds.
The double V-groove is common in structural steel and heavy plate applications requiring full joint penetration and strength.
To verify weld quality and dimensions in double V-grooves, using a fillet weld gauge can ensure accurate measurement of weld leg length and throat thickness.
Though less common than the double V-groove, the double bevel groove weld offers a reliable solution by applying bevels on opposite sides of the same component.
You’ll find this configuration useful when welding thicker materials that require balanced penetration without the complexity of beveling both members.
The weld symbol shows bevel angles on each side of the component, typically with dimensions specifying groove angle and root opening.
Preparing opposite bevels allows you to weld from both sides, reducing distortion and filler metal use compared to a single-groove weld.
It’s essential to maintain precise bevel angles and root openings for proper fit-up and fusion.
Double bevel grooves suit structural steel fabrication and applications where access to both sides is available and full penetration is critical.
Proper fit-up and alignment are crucial to prevent defects that compromise sealing and ensure weld integrity in double bevel groove welds.
Building on the double bevel groove’s ability to balance penetration and reduce filler metal, double J and double U grooves offer specialized preparations for thicker materials.
You’ll find the double J groove features a J-shaped bevel on both sides of the joint, reducing weld volume while maintaining full penetration. The double U groove uses a U-shaped profile on both sides, further minimizing filler metal and heat input in very thick plates.
Both types improve welding efficiency and reduce distortion by enabling balanced welding from each side. However, you should note that double J and U grooves demand precise machining and increased preparation time, raising fabrication costs.
These groove types excel in heavy structural applications where strength, penetration, and minimal distortion are critical, especially when access to both joint sides is available. Preheating and controlled multi-pass welding are often necessary with these groove types to ensure weld integrity and minimize defects such as cracking and warping, particularly in plates over 10 mm thick, making multi-pass welding techniques essential for success.
Because double groove welds involve welding from both sides of the joint, they offer improved penetration and structural integrity compared to single-sided welds.
Double groove welds provide superior penetration and strength by welding both sides of the joint.
You’ll achieve full joint penetration more reliably, which is essential for structural applications demanding strength.
Welding from both sides also balances residual stresses, reducing the risk of distortion and shrinkage during cooling.
This bilateral approach minimizes filler metal usage without compromising weld quality, making it efficient.
Additionally, welding both sides enhances fusion and joint soundness, lowering defects like lack of fusion or incomplete penetration.
You also gain better control over heat input distribution, which helps maintain dimensional stability.
Multi-process welders with adjustable polarity can be especially effective for executing double groove welds, as they allow precise control over welding parameters on each side of the joint.
When working with thick materials, double groove welds offer significant advantages in ensuring full penetration and structural soundness.
By welding both sides, you achieve balanced heat input, reducing distortion and residual stresses.
This bilateral approach also minimizes filler metal consumption compared to wide single-groove welds, making fabrication more efficient.
Double groove configurations provide reliable access to the joint’s root, facilitating deeper fusion and consistent joint integrity.
You’ll find these welds essential in heavy plate applications where single-side welding can’t guarantee complete penetration.
Moreover, double groove welds enhance mechanical performance under high load conditions by promoting uniform stress distribution across the joint.
Therefore, when fabricating thick components, employing double groove welds improves weld quality, structural reliability, and overall service life.
Achieving balanced heat input and full penetration in double groove welds depends heavily on selecting appropriate groove angles and root openings.
Balanced heat input and full penetration rely on proper groove angles and root openings in double groove welds
These parameters directly influence weld quality, fit-up, and penetration depth. When preparing double groove welds, consider these key factors:
Thick plate fabrication frequently relies on double groove welds to guarantee full joint penetration and structural integrity. You’ll often encounter double V or double bevel welds in structural steel connections, where strength and load capacity are critical.
Heavy-duty equipment and bridge components also benefit from double groove preparations. Welding from both sides reduces distortion and balances residual stresses. When you have access to both sides of the joint, double groove welds offer optimized penetration while minimizing filler metal use compared to single groove welds.
These welds suit applications demanding full fusion in thick materials, ensuring durability under heavy loads and dynamic conditions. By selecting appropriate double groove types, you can maintain high-quality welds in projects requiring robust, long-lasting joints.
Although double groove welds offer structural advantages, they present notable design and fabrication challenges that require careful attention. You must guarantee precise groove preparation and maintain tight dimensional tolerances to achieve proper fit-up and fusion. Misalignment or incorrect root opening can compromise weld quality and penetration.
Double groove welds demand precise groove preparation and tight tolerances to ensure optimal fit-up and weld quality.
Key challenges include:
Addressing these challenges is critical for reliable, high-strength double groove welds in thick materials.
Welding sequence impacts double groove weld quality by controlling distortion and residual stresses.
You should weld alternately on both sides to balance heat input and minimize warping.
Starting at the root and progressing outward secures proper penetration and fusion.
If you weld one side completely before the other, you risk uneven shrinkage and cracking.
Proper sequencing improves dimensional accuracy and joint integrity, especially for thick materials requiring full penetration welds.
You need to make certain safe access to both sides of the joint, using proper fall protection if working at heights.
Manage heat input carefully to avoid warping from welding both sides.
Ventilate well because welding from both sides can increase fume concentration.
Use insulated gloves and sleeves to protect against burns during flipping or repositioning.
Finally, coordinate weld sequencing to prevent trapped stresses that could cause cracking or joint failure.
You might think inspecting double groove welds is a breeze since you weld both sides, but it’s actually more demanding.
You’ll use visual inspection to spot surface flaws. Then apply ultrasonic testing to check internal penetration and detect hidden defects.
Radiographic inspection helps verify fusion quality in thick materials.
Don’t skip dimensional checks on groove angles and root openings; they’re critical for weld integrity and preventing future failures in structural applications.
You’ll commonly encounter incomplete fusion and penetration defects in double groove welds due to welding from both sides.
Porosity and slag inclusions may occur if cleaning between passes isn’t thorough.
Cracking, especially hot cracking in the root or heat-affected zone, is also a risk because of residual stresses.
Distortion can be more pronounced without balanced welding sequences.
Monitoring these defects closely guarantees weld integrity and structural performance.
Yes, you can automate double groove welds with robotic welding systems.
These systems handle the precise groove angles and bilateral access well, ensuring consistent penetration and fusion on both sides.
Automation reduces variability, improves quality, and speeds up production, especially for thick materials requiring double V or double bevel welds.
However, you’ll need accurate programming and robust fixturing to manage the complex joint geometry and maintain alignment throughout welding.
You’ve seen how a double groove weld is identified by its distinctive symbols and groove configurations on drawings. This method offers unmatched strength and penetration, especially in thick materials, much like a knight’s armor provided unbeatable defense.
By mastering groove angles and root openings, you’ll optimize weld integrity and durability. While fabrication challenges exist, understanding these details guarantees your welds meet rigorous standards and perform reliably in demanding applications.