Phone:
(701)814-6992
Physical address:
6296 Donnelly Plaza
Ratkeville, Bahamas.
Phone:
(701)814-6992
Physical address:
6296 Donnelly Plaza
Ratkeville, Bahamas.
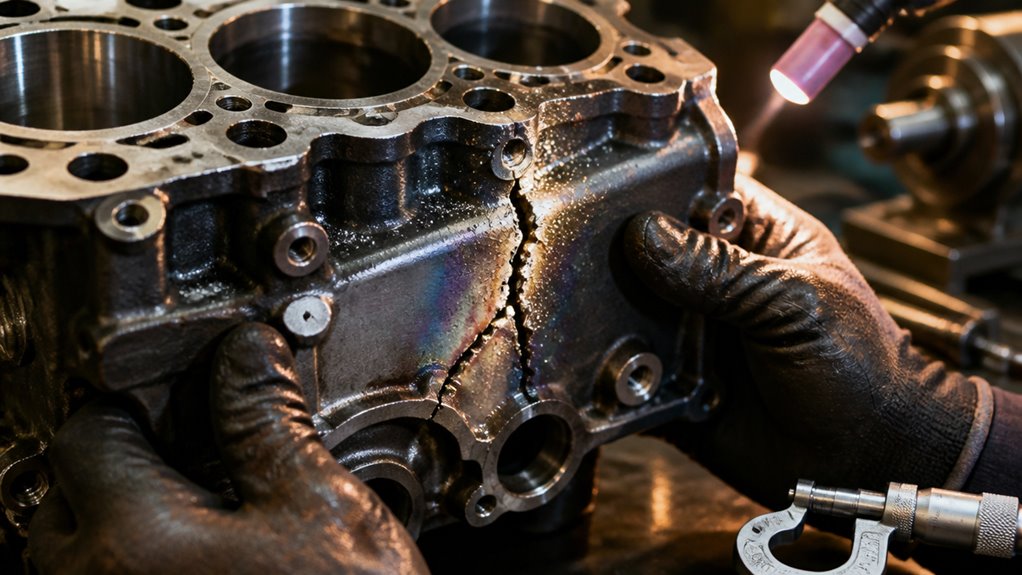
You can weld a cracked engine block, but success depends on the block material, crack location, and proper preparation.
Cast iron requires specific filler metals and controlled heat to avoid brittleness and crack propagation.
Avoid welding near critical areas like main bearings or oil galleries, as these risks structural failure.
If cracks span multiple critical zones or access to skilled welding is limited, replacement is safer.
Understanding these factors helps you decide when repair or replacement is the best option.
Determining whether you can weld a cracked engine block hinges on several factors, including the block’s material, the crack’s location, and its severity.
Welding a cracked engine block depends on the material, crack location, and severity for a successful repair.
You need to identify if the block is cast iron or steel, as each demands distinct procedures and filler materials.
Evaluate the crack’s position carefully. Cracks near oil galleries or main bearings often prohibit welding due to high stress and risk of propagation.
Additionally, assess the crack’s extent. Hairline fractures in accessible, low-stress zones might be weldable, while extensive or multi-section cracks usually are not.
You must also consider the risks involved, like thermal distortion or incomplete fusion, which can compromise the repair’s integrity.
Ultimately, welding is a conditional option, requiring precise assessment and skilled execution to guarantee durability.
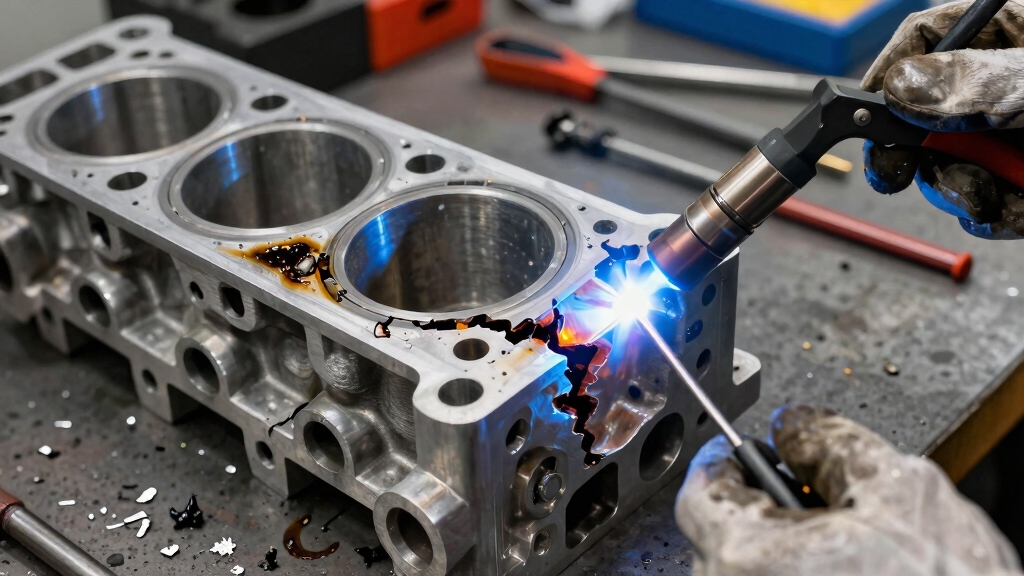
Preheating cast iron between 250–450°F is essential to reduce thermal shock and improve weld quality.
When you weld a cast iron engine block, you face unique challenges due to the material’s brittleness and sensitivity to heat.
Cast iron’s low ductility means thermal stress during welding can easily propagate existing cracks. You must carefully select filler metals that match the substrate’s thermal expansion to avoid creating a hard, brittle weld zone prone to failure.
Preparing the repair area is critical: cleaning contaminants, drilling crack termini, and grinding a bevel to guarantee proper penetration and minimize stress concentration.
Controlling heat input is essential to prevent thermal shock and distortion. Because cast iron cools unevenly, improper technique often leads to residual stresses, increasing the risk of new cracks.
These technical constraints make welding cast iron cracked blocks a demanding and precise process requiring skilled execution. Preheating the workpiece to around 300–400°F and implementing controlled cooling techniques are vital to reducing thermal stresses and preventing cracking during and after welding.
Although welding can sometimes restore a cracked engine block, certain crack locations pose excessive risks that often outweigh potential benefits.
You should avoid welding cracks near oil galleries, main bearing saddles, and cylinder walls. These areas endure high stress and heat cycles.
Welding here risks crack propagation, distortion, or oil leakage, compromising engine integrity. Similarly, cracks adjacent to water jackets are problematic because uneven heating during welding can cause warping or new cracks.
If the crack has already spread into multiple branches or compromised critical load-bearing sections, welding becomes unreliable. In these scenarios, alternative repairs like cold metal stitching or pinning are safer.
Always evaluate crack position carefully. Welding isn’t a universal fix, and improper repair in sensitive zones can lead to catastrophic block failure.
Expert welding techniques and post-weld inspections are essential to minimize risks and ensure structural integrity after repair.
Start by thoroughly cleaning the cracked area to remove all rust, grease, and contaminants that could weaken the weld. Use a wire brush and solvent to guarantee the surface is pristine.
Thoroughly clean the cracked area to eliminate rust, grease, and contaminants for a strong, reliable weld.
Next, drill stop-holes at each crack terminus to prevent propagation during welding. Then, grind a V-groove along the crack to create a clean, accessible weld path. Make sure you remove any oxides or inclusions.
This groove must be uniform and deep enough to allow proper filler penetration. Finally, preheat the block to reduce thermal shock and minimize residual stress during welding.
This controlled preparation is critical for cast iron’s brittle structure, improving weld integrity and reducing the risk of crack re-initiation. Skipping any step compromises the repair’s longevity and safety.
Proper preheating to 500–600°F and controlled cooling are essential to prevent cracking and ensure a durable weld.
When welding a cracked block isn’t feasible, you might want to explore some alternatives.
One option is brazing, which works well for maintaining the integrity of cast iron.
Another technique is cold metal stitching; it’s a strong method that also keeps the heat under control.
If you’re looking for something simpler, epoxy repairs could be a quick fix. Just keep in mind that they don’t offer much in terms of structural strength, so they’re best suited for non-critical areas.
Then there’s pinning. This method provides mechanical reinforcement and is often more reliable than welding, especially in high-stress zones. Plus, it avoids the risks that come with heat.
Because welding, especially TIG, requires strict temperature control and preheating to prevent thermal stress and cracking, these alternatives can be safer and more practical in many cases.
Exploring brazing and stitching methods offers practical alternatives to welding cracked engine blocks, especially when heat-induced stress or material brittleness makes welding risky.
Brazing uses a filler metal with a lower melting point than the base casting, minimizing thermal distortion and reducing crack propagation risk. It’s effective for minor cracks in cast iron water jackets but provides lower strength compared to original metal.
Cold metal stitching, on the other hand, mechanically locks the crack with interlocking pins and plugs, eliminating heat input entirely. This method maintains structural integrity without altering the casting’s metallurgical properties.
Both require thorough cleaning and crack preparation, including drilling crack stops. While these methods don’t restore full original strength, they often extend block life safely when welding is unsuitable or too hazardous.
Brazing with silver-based filler metals can produce strong, corrosion-resistant joints while minimizing thermal stress during repair.
While brazing and stitching offer heat-controlled and mechanical solutions, epoxy and pinning repairs provide alternative approaches that avoid welding’s challenges altogether.
Epoxy-based compounds, such as specialized metal adhesives, create chemical bonds that fill cracks without heat. This minimizes risks of distortion or crack propagation. However, their strength and thermal resistance remain inferior to metal repairs, limiting use to non-critical areas.
Pinning involves drilling aligned holes across the crack and inserting metal pins or lock plates to mechanically stabilize the fracture. This method delivers robust reinforcement without thermal stress but requires precise hole placement and thorough surface prep to prevent further damage.
Both methods demand meticulous cleaning and crack termination drilling to guarantee durability. You should consider epoxy and pinning primarily when welding risks outweigh benefits or when the crack location precludes heat-based repairs.
For enhanced strength, epoxy repairs can be reinforced with carbon fiber cloth saturated with epoxy resin, significantly improving durability without welding.
Welding a cracked engine block can seem like a straightforward fix, but there are some serious risks involved. One major concern is that the crack might propagate further. This can happen because of residual stresses that linger after the welding process, as well as the thermal cycling that occurs during engine operation.
If that crack does spread, it can really undermine the block’s structural integrity. This means you could be looking at a potential failure when the engine is under load, which is definitely not something you want to deal with. Additionally, welding processes like this can release hazardous zinc oxide fumes if galvanized materials are involved, posing serious health risks without proper ventilation and protection.
Because cast iron’s brittleness and thermal sensitivity make it prone to cracking under stress, welding a cracked engine block carries significant risks of crack propagation.
When you weld, localized heat introduces thermal expansion and contraction cycles that can extend existing cracks or initiate new ones.
If you don’t properly drill crack termini or prepare the weld groove, stress concentrations increase, promoting crack growth during cooling.
Using incompatible filler metals or applying excessive heat input further exacerbates the risk by creating brittle weld zones prone to fracture.
Additionally, residual stresses left unchecked amplify crack propagation potential under engine load cycles.
Even with expert technique, you must understand that crack propagation remains a primary failure mode post-welding, especially in critical or heavily stressed block areas.
Controlling heat input and using appropriate filler metals are essential to minimize brittleness and reduce the likelihood of crack extension during and after welding.
Even when you apply proper welding techniques, repairing a cracked engine block can compromise its structural integrity. This is due to inherent changes in metal properties and residual stresses.
Welding alters the microstructure, potentially creating brittle zones that are prone to re-cracking under operational stress. Heat-affected zones can suffer from distortion or micro-cracking, further weakening the block. You must recognize these risks before proceeding.
| Potential Issue | Impact on Block |
|---|---|
| Residual Stress | Causes distortion and crack reopening |
| Metallurgical Changes | Creates brittle or weakened zones |
| Heat-Affected Zone Damage | Micro-cracks reduce fatigue life |
| Incomplete Fusion | Weakens weld joint strength |
| Stress Concentration | Promotes new crack initiation |
Proper preheating within the 400–600°F range is essential to reduce residual stresses and minimize the risk of brittle fracture during welding.
Understanding these factors helps you evaluate whether welding is a viable repair or if alternative methods are safer.
When a cracked engine block shows damage near critical areas such as main bearings, oil galleries, or load-bearing sections, you should seriously consider replacement rather than repair.
Repairs in these zones involve high risk due to load concentration and fluid sealing requirements. Even minor imperfections can lead to catastrophic failure.
If the crack extends across multiple critical regions or the casting is severely compromised, welding or alternative fixes won’t restore sufficient structural integrity.
Additionally, if you lack access to specialized skills and equipment for proper cast iron preparation and controlled heat input, attempting repair increases the likelihood of crack propagation.
Ultimately, replacement guarantees reliability and safety, especially in cases where repair costs, downtime, and failure risks outweigh the benefits of restoring the block.
Prioritize replacement when critical structural or fluid pathways are affected.
You’ll need a TIG or MIG welder designed for cast iron, along with nickel-based filler rods to match the block’s material.
Prepare with a drill to stop crack propagation, grinders for beveling the crack, and wire brushes to clean surfaces thoroughly.
Temperature control tools like preheating ovens or torches help manage heat input.
Finally, safety gear, including a welding helmet, gloves, and protective clothing, is essential for precise, controlled repair work.
Think of welding a cracked block like performing delicate surgery. It demands patience and precision.
Typically, the repair takes anywhere from 4 to 8 hours, depending on crack size, location, and prep work.
You’ll need time for thorough cleaning, drilling crack stops, grinding a proper weld groove, and then carefully applying weld beads with controlled heat.
Post-weld cooling and finishing grinding add to the clock, so don’t expect a quick fix here.
Yes, welding a block can impact engine performance and longevity.
If done improperly, residual stresses or distortion may cause misalignment, leading to bearing wear or sealing issues.
Welding near critical areas can weaken structural integrity, increasing failure risk.
Even with correct technique, the repaired zone mightn’t match original strength or thermal conductivity.
This can potentially affect heat dissipation and durability.
You should rely on expert assessment to minimize these risks and guarantee reliable operation.
Yes, you should use nickel-based filler metals when welding cast iron blocks.
These fillers provide better ductility and accommodate cast iron’s brittleness, reducing crack propagation risk.
Common choices include nickel-rod or nickel-iron alloys, specifically designed for cast iron repair.
Avoid steel fillers as they create hard, brittle weld zones.
Proper prep and controlled heat input, combined with the right filler, guarantee a stronger, more reliable weld on cast iron blocks.
Imagine you bring in a cast iron block with a small crack.
Welding it typically costs between $300 and $800, depending on crack size, location, and prep needed.
For example, a moderate repair involving drilling crack stops, cleaning, and controlled welding often leans toward $500.
Keep in mind, complex cracks near bearing surfaces can push costs higher due to increased labor and risk.
Always get a detailed quote before proceeding.
You can weld a cracked engine block, but it’s challenging, especially with cast iron, which has a 60% higher risk of further cracking post-weld.
You must carefully assess crack location and prepare the surface meticulously. However, welding often isn’t the most reliable fix.
Considering alternatives or replacement is essential to avoid costly failures. Understanding these risks helps you make precise, informed decisions about whether welding is truly viable for your cracked block.