Phone:
(701)814-6992
Physical address:
6296 Donnelly Plaza
Ratkeville, Bahamas.
Phone:
(701)814-6992
Physical address:
6296 Donnelly Plaza
Ratkeville, Bahamas.
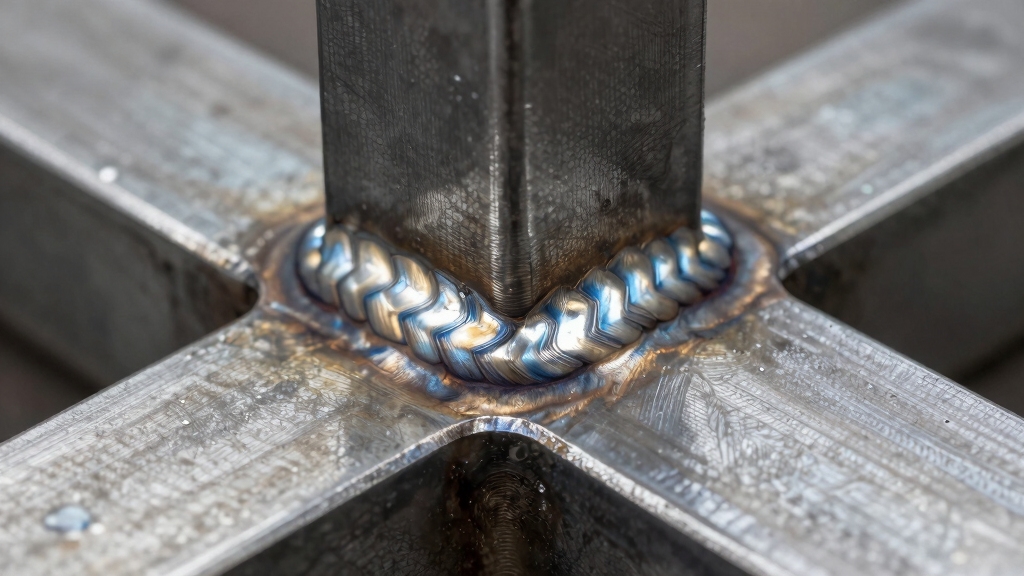
A weld bead is the raised seam you create when molten filler metal solidifies, fusing with base materials to form a strong joint.
It distributes mechanical loads evenly, seals the joint against corrosion, and guarantees structural stability.
The bead’s shape, penetration, and consistency directly affect the weld’s strength and durability.
Controlling torch movements and heat input helps you produce high-quality beads.
Understanding these fundamentals prepares you to master advanced welding techniques and improve overall joint performance.

Any weld you see consists of at least one weld bead. This raised seam forms when molten filler metal fuses with the base materials during a single pass.
Every weld starts with a single bead, where molten metal bonds base materials in one seamless pass.
You rely on this bead because it creates the essential structural bond between metal pieces, ensuring joint strength and stability. As the molten pool solidifies, it forms a continuous seam that seals the joint. This prevents corrosion and distributes mechanical loads evenly.
By controlling bead size, shape, and penetration, you directly influence weld quality and durability. The bead acts as the foundation for multi-pass welds, where additional beads build up strength.
Ignoring bead integrity compromises the entire weld joint and increases the risk of failure. Understanding the weld bead’s role is vital for achieving reliable, high-performance welds in any application. Proper fusion and penetration are critical to avoid weak points and ensure the joint’s strength and longevity.
Understanding the importance of a weld bead’s role in joint strength naturally leads to examining how it actually forms during welding.
First, you prepare and secure the metal surfaces. Then, select your welding method and adjust power settings precisely.
As you ignite the torch, you steadily feed filler material into the molten pool, which forms by fusing the base metal and filler at their melting points.
Your control over torch angle and travel speed directly affects the size and shape of the weld pool.
As the molten metal solidifies, it creates the bead’s height, width, and profile along the joint.
This controlled sequence produces a seamless, strong weld bead, ensuring the structural integrity and durability of the joint.
Adjusting the amperage and voltage together controls heat input and bead characteristics, crucial for achieving optimal weld quality.
Mastering torch movements is essential to shaping weld beads with precision and consistency. You’ll rely on specific motions: stringer, weave, and whip to control bead profile, penetration, and fusion.
A stringer bead demands you drag or press the torch parallel to the joint, minimizing side-to-side motion for deep penetration. For wider joints, you’ll use weaving patterns like triangles or semicircles.
Pause briefly at the weave’s edges to enhance fusion, then move swiftly through the center to maintain a flat bead profile. The whip motion, common in stick welding, involves moving forward two steps and back one, matching electrode diameter to regulate heat and deposit.
Your manipulation of torch angle, travel speed, and these movements directly influences bead height, width, and uniformity. This shapes the weld’s structural integrity. Proper polarity settings, such as using DCEP for deep penetration, also play a crucial role in achieving optimal bead characteristics.
When you select a weld bead type, you tailor the welding process to the joint’s requirements and desired strength.
Stringer beads, created with a straight-line motion, offer deep penetration ideal for narrow joints. They provide strong, clean welds.
Weave beads, formed by side-to-side torch movements, fill wider gaps effectively. They enhance fusion and distribute heat evenly to avoid defects.
The whip motion, used mainly in stick welding root passes, controls penetration and bead profile through rhythmic electrode movement.
“Walking the cup” in TIG welding offers precise control on pipes, ensuring uniform bead shape in challenging positions.
Understanding these types helps you optimize weld integrity, control heat input, and accommodate joint geometry. This ensures structural performance and longevity.
Your choice directly impacts bead quality and function without sacrificing efficiency.
Proper verification of weld size using fillet weld gauges is essential to confirm that bead dimensions meet design and code requirements.
You’ll come across a few popular weld bead shapes, such as convex, concave, and circular profiles. Each of these shapes impacts penetration and strength in different ways, so it’s good to know what you’re working with.
Now, let’s talk about some common weave patterns. You’ve got triangular, zigzag, and figure-8 patterns that help control heat distribution and fusion across the joint. Understanding these patterns is key to making sure your welds are strong and reliable.
Controlling heat input and maintaining proper technique are essential to prevent common weld defects and ensure optimal weld bead quality, as explained in Prevention and Troubleshooting.
Weld bead shapes play a crucial role in determining the strength, appearance, and performance of a welded joint. Among the popular shapes, you’ll encounter convex, concave, and flat profiles.
A convex bead, rounded and raised, offers increased filler volume, enhancing strength but may risk cracking if overbuilt. Concave beads dip inward, reducing filler but improving penetration and stress distribution.
Flat beads maintain a smooth surface, ideal for aesthetics and minimizing stress risers. Circular and zigzag shapes also serve specific functions; circular beads promote uniform heat distribution, while zigzag beads fill wider joints effectively.
Understanding these shapes lets you tailor your welds to specific mechanical demands and visual requirements, optimizing joint integrity and performance without compromising quality or introducing defects. Proper control of heat input and travel speed is essential to maintain consistent bead quality across various welding positions.
Mastering common weave patterns lets you control bead shape, penetration, and fusion quality to suit different joint configurations and material thicknesses.
You’ll often use patterns like the triangle weave for vertical-up welding, which improves fusion by pausing briefly at the sides and moving steadily across the joint.
The semi-circle weave helps regulate heat input, controlling bead width and penetration.
More complex patterns, like the figure 8 or ladder weave, enable you to fill wider joints while maintaining consistent bead profile and minimizing defects.
These patterns require precise torch manipulation: angle, travel speed, and weave amplitude to guarantee uniform fusion and ideal bead geometry.
Understanding and applying these techniques helps you create structurally sound welds with proper penetration, avoiding undercut or excessive convexity that could weaken the joint.
Proper control of torch angle and travel speed is especially critical in challenging positions such as 5G welding, where the welder must maintain consistent bead quality around a fixed horizontal pipe.
Sure! Here’s a more conversational version of your text:
You know, when weld beads are formed properly, they really help distribute loads evenly across the joint. This is super important because it reduces stress concentrations that might otherwise lead to failure. Plus, the shape and consistency of the bead play a big role in how well the joint can resist mechanical forces over time.
And it doesn’t stop there! A well-executed bead also creates a tight seal. This is great for enhancing corrosion resistance, which means the joint can hold up better in harsh environments.
So, it’s all about that quality in the weld bead—it’s key to maintaining durability! Achieving this quality often requires full joint penetration, which ensures the weld metal extends through the entire thickness of the joint for maximum strength and integrity.
When subjected to mechanical stress, the bead’s shape and consistency directly influence how loads distribute across a welded joint. A uniform, well-formed bead guarantees even load transfer, minimizing stress concentrations that could lead to premature failure.
You’ll want to control bead height, width, and profile. Convex beads may increase stress at edges, while concave beads risk insufficient reinforcement. Consistent penetration and fusion reduce internal defects, improving load-bearing capacity.
The bead’s geometry adapts to joint type and loading conditions, balancing tensile, compressive, and shear forces effectively. By maintaining precise torch manipulation and travel speed, you prevent irregularities that cause uneven load paths.
Ultimately, your weld bead acts as a critical load distributor, enhancing joint durability and extending service life under repeated mechanical demands. Proper selection of welding consumables also plays a key role in achieving consistent bead quality and joint strength.
Beyond load distribution, weld beads play a crucial role in enhancing corrosion resistance at the joint.
When you apply a well-formed bead, you create a uniform, dense barrier that limits exposure to corrosive elements.
The bead’s profile and consistency reduce crevices where moisture and contaminants accumulate, preventing localized corrosion.
Additionally, the fusion between filler and base metals guarantees a metallurgical bond that resists corrosive penetration.
You can visualize these benefits through:
Proper surface preparation, including zinc coating removal, is essential to prevent porosity and ensure the integrity of the weld bead against corrosion.
Mastering the control of torch angle, travel speed, and filler feed rate markedly enhances weld bead quality and appearance.
You should maintain a consistent torch angle, typically between 10° and 15° from vertical, to guarantee peak penetration and fusion.
Adjust your travel speed to match the weld pool size; too fast causes underfill, while too slow results in excessive bead buildup.
Control filler feed rate precisely to avoid porosity or uneven bead width.
Employ specific torch movements, such as stringer for deep penetration or weave patterns like triangle or figure 8 for wider joints, to improve bead shape and fusion.
Additionally, pause briefly at weave edges to promote fusion without overheating.
Using steady, rhythmic motions and adjusting parameters to metal type and position guarantees uniform bead height, width, and contour, boosting both strength and visual quality.
Imagine stepping into a forge where dragons breathe fire. Your shield is essential.
You’ll need a welding helmet with a proper shade to guard your eyes from intense arcs and UV rays.
Heavy-duty gloves protect your hands from molten sparks, while flame-resistant clothing shields your body.
Don’t forget safety boots and ear protection to guard against falling debris and noise.
Together, these form your armor, ensuring safe, precise weld bead creation.
You’ll notice ambient temperature directly impacts weld bead formation by altering cooling rates.
In colder environments, the weld pool solidifies faster, increasing the risk of cracks and poor fusion.
Conversely, higher temperatures slow cooling, potentially causing excessive bead width and sagging.
You must adjust heat input, travel speed, and torch angle accordingly to maintain bead consistency and structural integrity.
This ensures ideal bead shape and penetration despite temperature variations.
You know what they say: “You can’t unscramble eggs,” but you can repair or reshape weld beads after solidification.
You’ll need to grind or machine the bead down to remove defects, then re-weld the area to restore strength.
Precise control of heat input and filler material is essential to avoid weakening the joint.
Proper surface prep guarantees good fusion for the repaired or reshaped bead’s durability and integrity.
You’ll commonly encounter defects like porosity, caused by trapped gas bubbles; cracks from rapid cooling or stress; undercut where the base metal is eroded; and lack of fusion meaning incomplete joining.
Slag inclusions can also be trapped in the weld, and distortion may occur from uneven heating.
These issues compromise strength and durability, so controlling welding parameters and technique is essential to prevent them.
This ensures a reliable, high-quality weld beyond just bead formation.
Different metals require you to adjust welding parameters precisely.
For example, aluminum needs higher heat and AC TIG with inert gas for oxidation control.
Stainless steel demands lower heat to prevent warping and oxidation.
Carbon steel welds well with DC methods but needs careful filler selection to avoid brittleness.
You’ll modify torch angle, speed, and filler type depending on metal thermal conductivity, melting point, and oxide layer properties to guarantee bead integrity.
Now that you understand how weld beads form and their critical role in joint strength, ask yourself: can you afford a weak weld? Every torch movement and bead pattern you choose directly impacts durability and performance.
By mastering bead techniques and shapes, you guarantee precision and reliability in your welds. Remember, the quality of your weld bead isn’t just about appearance. It’s the foundation of structural integrity in every project you tackle.