Phone:
(701)814-6992
Physical address:
6296 Donnelly Plaza
Ratkeville, Bahamas.
Phone:
(701)814-6992
Physical address:
6296 Donnelly Plaza
Ratkeville, Bahamas.
Spot welds join overlapping metal sheets by applying high current and pressure through copper alloy electrodes. This generates localized heat that melts the interface without filler material.
This creates strong, discrete weld nuggets while minimizing distortion. You control weld quality by adjusting timing, current, and electrode force, tailored to metal type and thickness—typically up to 3 millimeters.
Precise alignment and equipment maintenance also matter. Understanding these factors is key to optimizing strong, consistent spot welds and avoiding common defects.

Spot welding joins overlapping metal sheets by passing a concentrated electric current through copper alloy electrodes that clamp the sheets together.
The electrical resistance at the contact point generates heat, melting the metal to form a molten nugget. This nugget solidifies under maintained pressure, fusing the sheets without filler material.
The process involves four key steps: squeeze time, where electrodes exert force; weld time, applying current typically between 0.01 and 0.63 seconds; hold time, maintaining pressure during solidification; and off time, when electrodes retract.
You adjust welder settings based on sheet thickness and electrode diameter to guarantee precise control. This method suits thin sheet metals and produces small, discrete weld spots, minimizing thermal distortion and preserving material integrity.
Proper current control is essential to balance heat input and prevent defects such as burn-through or weak fusion in spot welding.
Understanding how spot welding joins metals efficiently helps explain why manufacturers widely adopt this method. You’ll appreciate its speed and precision. Spot welding fuses sheets in milliseconds with minimal distortion, preserving dimensional accuracy.
It’s cost-effective, automatable, and consistent, making it ideal for mass production. Plus, it requires no filler material, reducing complexity. Its versatility suits various metals, especially thin sheets.
Spot welding is a type of fusion welding that creates permanent, load-bearing joints by melting the base metals together.
| Benefit | Impact on Manufacturing |
|---|---|
| Speed | Increases production output |
| Precision | Guarantees consistent quality |
| Cost-effectiveness | Lowers operational expenses |
When you use spot welding, you get a reliable, repeatable process that balances efficiency with high-quality joints. This drives manufacturing productivity forward.
Mastering the key process steps guarantees you achieve strong, consistent welds in resistance spot welding.
You start by precisely aligning the overlapping sheets and clamping them firmly between copper alloy electrodes.
Next, you apply a controlled electric current for a brief weld time, typically 0.01 to 0.63 seconds, which generates heat through metal resistance and forms a molten nugget.
Each step demands precise timing and force to avoid weak spots or excessive melting. Advanced welding machines with precise current control can optimize these parameters for higher weld quality and consistency.
Equip yourself with the right tools to guarantee consistent, high-quality welds in resistance spot welding.
Your primary equipment includes copper alloy electrodes, which concentrate electrical current and apply clamping force precisely at the joint.
You’ll need a spot welding machine capable of delivering low-voltage, high-current pulses with adjustable parameters to accommodate metal thickness and electrode size.
These machines often use pneumatic, hydraulic, manual, or spring mechanisms to secure consistent pressure during squeeze, weld, and hold times.
Positioning probes or fixtures aid in aligning overlapping sheets accurately.
Precise control over current, force, and timing is essential to form reliable weld nuggets without overheating or distortion.
Modern welding rigs often incorporate inverter technology for precise arc control and energy efficiency.
When selecting metals for spot welding, you should focus on sheet materials ranging from 0.5 to 3 millimeters thick. This thickness range guarantees peak heat generation and nugget formation. Metals outside this range either dissipate heat too quickly or risk excessive melting.
Here are the best metals and thickness considerations:
Choosing the appropriate gas mixture, such as pure argon for aluminum or CO2 blends for steel, can also significantly influence weld quality and stability during spot welding, highlighting the importance of gas selection.
Although spot welding offers speed and precision, you’ll face several inherent challenges and limitations that can affect weld quality and application scope.
Spot welding is fast and precise but comes with challenges that impact weld quality and usability.
First, the process restricts you to sheet metals no thicker than about 3 mm. Beyond this, achieving proper nugget formation becomes unreliable.
Excessive current or prolonged weld time risks melting through the spot, creating holes and weakening the joint. You must carefully control parameters like pressure, current, and timing to prevent defects such as expulsion or incomplete fusion.
Additionally, heat conduction through the sheets can reduce weld perimeter control, potentially causing inconsistent nugget size.
Spot welding suits thin, overlapping sheets but struggles with thicker or highly conductive materials, limiting its versatility.
Understanding these constraints helps you optimize the process for reliable, high-quality welds in appropriate applications.
Proper control of heat input and welding parameters is essential to avoid common defects such as incomplete fusion that can compromise joint strength.
To achieve ideal spot welds, you really need to get the electrode force just right. It’s all about making sure the sheets are in good contact without deforming the material. If the force is too high, you might end up with a mess!
Next up, let’s talk about calibrating the current and weld time. You want to generate enough heat for nugget formation, but you definitely don’t want to cause burn-through. It’s a bit of a balancing act, isn’t it?
And don’t forget to tailor these parameters to the specific sheet thickness you’re working with. Variations can really impact heat generation and, ultimately, the quality of your welds. It’s all connected!
Additionally, maintaining consistent electrode pressure helps stabilize the weld pool and improve nugget formation.
Adjusting the electrode force accurately guarantees prime contact pressure between the copper alloy electrodes and the metal sheets, directly influencing weld quality.
Too little force leads to high resistance and inconsistent nuggets. Excessive force can expel molten metal and deform sheets.
To set your electrode force correctly:
Consistently applying the right electrode force enhances electrical contact and heat generation. This yields strong, repeatable welds without damaging the sheets. Monitoring and controlling heat input during welding is essential to prevent defects such as lack of fusion or undercuts that can compromise weld integrity.
Set the correct current and weld time to control the heat generated at the weld spot precisely. You’ll need to balance these parameters carefully; too high a current or too long a weld time melts excessive material, causing holes or weak joints.
Conversely, insufficient current or short weld time results in an incomplete nugget with poor fusion. Typically, weld times range from 0.01 to 0.63 seconds, depending on sheet material and thickness.
Adjust current magnitude in relation to electrode size and force to guarantee optimal heat generation localized at the interface. Monitoring heat input prevents excessive conduction that reduces weld quality. Regularly maintaining welding equipment and optimizing parameters can significantly reduce defects and improve overall weld quality through better arc stability.
Balancing current and weld time depends heavily on the thickness of the sheets you’re joining. To set the right spot welding parameters, you must precisely adjust for sheet thickness to avoid under or overheating. Here’s how to do it:
Following these steps guarantees reliable weld quality and repeatability across varying sheet thicknesses. Proper parameter control is critical to meet AWS D1.1 minimums and prevent weld defects.
To get those strong and consistent spot welds, it’s all about optimizing your electrode pressure. When you ensure proper contact, you’ll generate the right amount of heat, which is key. If you control the weld current just right, you can steer clear of defects like expulsion or weak nuggets.
Also, don’t forget about sheet alignment! Keeping everything lined up helps minimize resistance variability, which is crucial. This way, you can achieve uniform fusion across your joints. It’s all about those little details making a big difference!
Achieving strong, consistent spot welds depends heavily on applying the correct electrode pressure throughout the welding cycle. You must balance pressure to guarantee proper metal contact without deforming the sheets or hindering nugget formation. Follow these steps:
Control the weld current precisely to guarantee strong, consistent spot welds without defects. You must adjust the current based on sheet thickness and material type, ensuring it’s sufficient to generate the right amount of heat for nugget formation without overheating.
Too low a current results in weak welds due to incomplete fusion, while excessive current melts the spot, causing holes and compromising strength. Use calibrated machines to deliver low-voltage, high-current pulses within the ideal weld time (0.01–0.63 seconds).
Monitor current stability to prevent fluctuations that lead to inconsistent weld quality. Additionally, factor in electrode condition since worn electrodes can alter current delivery.
Maintaining precise sheet alignment guarantees consistent electrical contact and uniform pressure distribution during spot welding. This directly affects nugget formation and weld strength. Misalignment can cause uneven current density, resulting in weak or inconsistent welds.
To maintain proper alignment, follow these steps:
Under normal conditions, spot welds typically last for the lifespan of the structure or component they join, often decades. Their durability depends on factors like material type, thickness, and load conditions.
You’ll find that if the weld parameters are correctly set, proper current, pressure, and timing, the nugget forms a strong bond resisting fatigue and corrosion effectively. However, excessive stress or poor setup can reduce weld longevity markedly.
Yes, you can spot weld painted or coated metals, but the coating can interfere with the weld quality.
The paint or coating acts as a barrier, increasing electrical resistance and potentially causing inconsistent heat generation.
To achieve a strong weld, you’ll need to remove or burn off the coating at the weld spot, ensuring proper metal-to-metal contact.
Precise parameter adjustments are essential to compensate for these challenges and avoid weld defects.
You need to wear insulated gloves and protective eyewear to shield against electric shock and intense light.
Make certain proper ventilation to avoid inhaling fumes.
Always check the equipment for damage before use and keep flammable materials away from the welding area.
Maintain a grounded work surface and use insulated tools.
Follow lockout/tagout procedures during maintenance to prevent accidental activation.
These steps minimize risk and ensure safe, precise welding operations.
When comparing spot welding to other resistance welding types, remember: “A stitch in time saves nine.”
Spot welding excels in speed and precision for thin sheets, delivering quick, localized heat without filler.
Unlike seam or projection welding, it’s limited to overlapping sheets under 3 mm thick.
You’ll find spot welding more cost-effective and automatable but less versatile for thick materials or continuous welds, where other resistance methods might suit better.
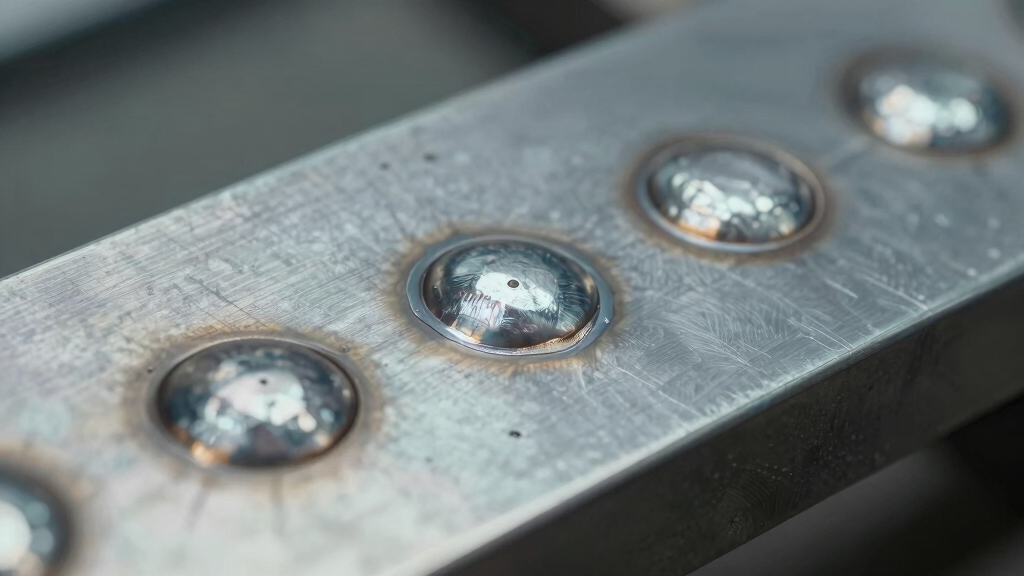
Yes, spot welds are visible and detectable after welding. You’ll see small, circular marks on the sheet metal surfaces where the electrodes applied pressure and current, leaving tiny joined spots called nuggets.
These marks help confirm weld locations. While subtle, you can detect them through visual inspection or nondestructive testing methods like ultrasonic or resistance measurement. This ensures weld integrity without damaging the workpiece.
Mastering spot welding is like tuning a precision instrument. Each parameter must harmonize perfectly to create strong, consistent bonds.
By understanding the process, equipment, and material specifics, you’ll avoid common pitfalls and maximize weld quality. Remember, the strength of your spot welds hinges on careful control of heat, pressure, and timing.
With these insights, you’re equipped to weld with confidence, making your joints as reliable as a well-oiled machine.