Phone:
(701)814-6992
Physical address:
6296 Donnelly Plaza
Ratkeville, Bahamas.
Phone:
(701)814-6992
Physical address:
6296 Donnelly Plaza
Ratkeville, Bahamas.

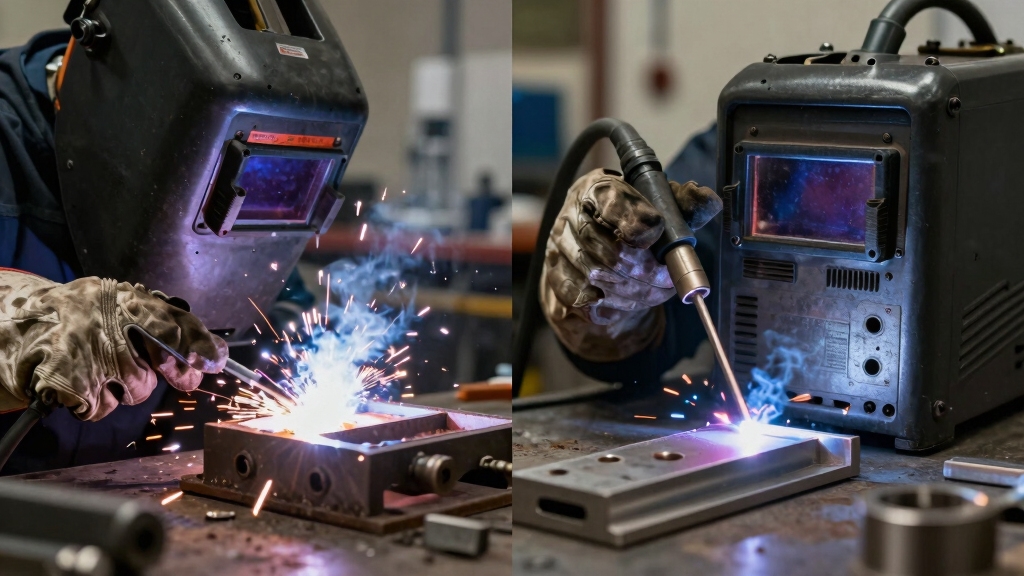
You’ll want arc welding if you need a rugged, portable method for thicker or dirty metals outdoors. Its flux-coated electrode shields without extra gas.
TIG welding suits you better for thin, clean materials requiring precision and minimal cleanup. It uses a non-consumable tungsten electrode and external inert gas.
TIG demands higher skill and costly equipment but offers controlled, high-quality welds. Understanding your material, environment, and skill needs will help you decide which process fits your project best.
| Feature | Arc Welding (SMAW) | TIG Welding (GTAW) |
|---|---|---|
| Electrode Type | Consumable electrode with flux coating | Non-consumable tungsten electrode |
| Shielding Method | Flux creates protective gas shield | External inert gas (argon/helium) |
| Best For Materials | Thick, dirty, rusty metals | Thin, clean metals (aluminum, stainless steel) |
| Weld Quality | Rougher finish with spatter | Clean, precise, high-quality welds |
| Ease of Use | Easier to learn, beginner-friendly | Requires high skill and coordination |
| Speed | Faster welding process | Slower, detail-focused work |
| Equipment Cost | Low-cost and portable | Expensive and complex setup |
| Outdoor Use | Excellent (wind-resistant due to flux) | Limited (gas shield affected by wind) |
| Portability | Highly portable | Less portable due to gas system |
| Cleanup Required | More slag and post-cleaning | Minimal cleanup needed |
| Precision Control | Limited control | Superior heat and filler control |
Understanding how Arc and TIG welding work is essential for selecting the right technique for your project.
Arc welding, or shielded metal arc welding (SMAW), uses a consumable electrode that melts to form filler metal. It generates an electric arc with high current to melt both the electrode and the base material.
Arc welding uses a consumable electrode and high current to melt and join metals effectively.
The flux coating on the electrode creates a protective gas shield, preventing oxidation without external gas.
TIG welding, or gas tungsten arc welding (GTAW), employs a non-consumable tungsten electrode with a melting point above 6,000°F. It channels heat to the weld pool without melting itself.
TIG requires an external inert gas shield, usually argon, and a separate filler rod. This allows precise control over heat input and filler addition.
Both methods create arcs, but their electrode and shielding differences define their operational characteristics.
TIG welding, also known as Heliarc welding, originally used helium gas to create a hotter arc for deeper penetration on non-ferrous metals.
When choosing between Arc and TIG welding, consider the material type and environmental conditions, as each method excels under specific circumstances.
First, Arc welding suits thick, coated, or rusty steels where portability and flux shielding handle outdoor, less controlled environments effectively.
Second, TIG welding is ideal for thin gauge metals like stainless steel, aluminum, and exotic alloys, requiring precise heat input and clean, contamination-free welds.
Third, environmental factors matter: Arc welding tolerates wind and dirt due to flux protection, while TIG demands stable, clean conditions with inert gas shielding to avoid oxidation.
Proper electrode preparation and handling are essential in Arc welding to maintain arc stability and weld quality under varying conditions.
Arc welding offers portability, ease of setup, and robust performance on thick, dirty materials with minimal prep. This makes it ideal for outdoor and structural jobs.
However, it produces spatter and rougher welds that require cleanup.
TIG welding delivers high-quality, precise, clean welds with excellent heat control. It’s suitable for thin or aesthetic-critical applications and diverse metals.
It minimizes post-weld cleanup but demands higher skill, slower speed, and more expensive equipment.
TIG’s precision comes at the cost of throughput, while Arc sacrifices refinement for durability and convenience.
Understanding these trade-offs guides you in choosing the most suitable welding technique for your specific technical and environmental needs. Extensive training and practice, often exceeding 30 to 100 hours, are essential to develop proficiency and produce defect-free welds, especially with techniques like TIG welding.
In selecting between Arc and TIG welding, you must carefully evaluate the material type, your skill level, and cost constraints. Your choice hinges on:
Choosing between Arc and TIG welding requires assessing material, skill, and budget considerations carefully.
1. Material Compatibility:
TIG excels with thin, delicate metals like aluminum or stainless steel, providing clean, precise welds.
Arc welding suits thicker, rougher materials, tolerating rust and dirt with less preparation.
2. Skill Requirements:
TIG demands higher operator skill for controlling heat and filler addition, while Arc welding is more forgiving and easier to learn.
3. Cost Considerations:
Arc welding equipment is generally less expensive and more portable, making it cost-effective for outdoor or heavy-duty jobs.
TIG’s advanced controls and shielding system raise initial investment and operation costs but yield superior weld quality.
Assess these factors to align your welding method with project demands efficiently. Additionally, consider that flux coating in Arc welding helps protect the weld in adverse conditions, enhancing its robustness outdoors.
Understanding the skill levels and equipment costs associated with Arc and TIG welding helps you make an informed decision tailored to your project’s technical and budgetary demands.
Arc welding requires moderate skill; its consumable electrode simplifies filler addition but demands proficiency to manage slag and spatter cleanup.
Equipment costs are relatively low, making it accessible for structural and outdoor work.
TIG welding, however, demands advanced skill due to the precise control needed over the non-consumable tungsten electrode and separate filler rod.
Its equipment is more complex and expensive, incorporating a high-quality power supply and inert gas system.
You’ll invest more initially with TIG but gain superior weld quality and precision, especially on thin or exotic metals.
Balancing these factors is critical for optimizing performance and costs in your welding project.
Mastering TIG welding requires simultaneous coordination of multiple variables, making it the ultimate test of welding discipline.
You’ll find TIG welding equipment demands more meticulous maintenance due to its sensitive tungsten electrode and gas delivery system.
You must regularly clean and replace tungsten tips and check gas flow for consistency.
Arc welding gear, using consumable electrodes with flux, requires less frequent attention, mainly replacing electrodes and inspecting cables.
Its simpler setup tolerates rougher use, so you won’t need to monitor shielding gas or electrode condition as closely.
You’ll need to guard against intense UV radiation in both methods.
With arc welding, you also must manage slag and spatter hazards unique to its consumable electrode.
TIG demands extra vigilance for shielding gas leaks since it relies on external inert gas, posing asphyxiation risks.
Additionally, TIG’s higher voltage requires careful grounding to avoid electrical shock.
Both require protective gear, but arc welding’s rougher environment calls for heavier clothing and eye protection.
Yes, you can automate both arc and TIG welding for industrial use.
Arc welding suits automation in heavy-duty, large-scale applications due to its robustness and higher deposition rates.
TIG welding automation excels in precision tasks requiring clean, high-quality welds, especially on thin or exotic metals.
You’ll need advanced control systems for TIG’s heat input management, while arc automation relies on rugged, high-current setups.
Your choice depends on production speed and weld quality priorities.
You’ll find TIG welding slower than arc welding because TIG demands precise control and a non-consumable electrode, requiring you to feed filler rod manually.
In contrast, arc welding uses a consumable electrode that melts continuously, allowing faster deposition rates.
So, if speed is your priority, arc welding excels in rapid, large-scale tasks.
TIG’s slower pace suits delicate, high-quality welds where precision trumps throughput.
You’ll find wind and moisture critically impact welding quality.
Wind can disperse shielding gas, causing contamination and porosity, especially in processes relying on external gas.
Moisture leads to hydrogen-induced cracking or weld defects.
Dirt, rust, and surface impurities degrade arc stability and penetration, affecting strength.
Temperature extremes can cause uneven cooling or distortion.
Controlling these factors by shielding wind, drying surfaces, and maintaining stable environments guarantees peak weld integrity and consistency.
When choosing between arc and TIG welding, consider that TIG offers up to 30% higher precision, ideal for delicate materials.
Arc welding excels in speed and affordability. Your decision hinges on material type, skill level, and budget. Remember, TIG requires more expertise and equipment investment, but delivers superior control.
By analyzing these factors, you can optimize weld quality and efficiency. This ensures your project meets exacting standards without unnecessary cost or complexity.